注塑机电脑系统安装教程图解,注塑机电脑系统安装教程
1.注塑机富士电脑资料重置
2.珊星注塑机电脑进入系统设置
注塑机密码
好景系列:1483,1414,1485,1487,0926。华嵘电脑:1414,第二层密码:0926,
全利发:JB/CLFP6,全立发第二代是357159;博创电脑:1234,
三菱:OPSWITCH-DATAFREE-DATDLOCK-MAKERCON-KISYUSEI-EEPROMWR。
宏讯电脑:5858,9595,6969,1234,4321,1688,9876,重置用:95。二级密码:338168。
三星电脑:001,002,003,004,008,珊星电脑:0002,003,004,005,006,007,008,009。010;
震雄CPC2。2电脑的资料锁定密码是同时按“取消”键和数字键“6”;解除是同时按“取消”键和数字键“3”。CPC2。2中英文切换是同时按住“取消”+“快速锁模”键不放,然后再通电开机;
震雄CDC3000电脑密码8个1;震雄CDC88:(1)锁模,顶针,射胶原点归零方法:按C键+基准键进入,按照画面自动数值设定手动数值后按住锁模键关掉电源一次,启动后依屏幕操作即可。输入输出(I/O)画面可按C键+数字键即进入。(2)温度校正:先把感温线拨出,关闭电源,等感温线探头冷却到常温后;按住C+AT键打开电源,将游标移至该段温度按AT键。
震雄MPC4。0机械制动密码:MCSTOP,电脑密码是77889944556,解除所有密码保护是“取消+”“松退”键,震雄CDC2000密码查寻或无法启动:插入键盘,运行到C盘,输入TYPE PASS CDC后一二三四级密码全部可以看到。CDC2000:将始用等级设为4级,输入34520261,成型条件被锁,如不知道0级密码可将4级密码输入两次即可打开。震雄第六代通用密码:5555。震德密码:0765
宝捷信:610,620,680;密码是1234。高级密码:12345678。
宝源PC20电脑进入二层密码是2000,PC2000电脑是0000或1111,9875也是宝源的密码;三层是3000,四层是4000。万能密码是2201;宝源PC28密码:41-2201;精盟(金盘):24,联塑:24
盟立电脑(360系列)密码是:456258,258456,98741,642542,5950688,783280;
盟立8000:456258,783280,258456,642542;盟立新款:5858;富强鑫机:1455什么锁都能开。
台中精机盟立7000型另外密码是日期上加上小时再加一个零,比如:2005年9月17日22:13其密码是17220;台中精机7000型:监视画面上将光标移到成型机的料斗上按5个*号,再输入98741;
海天用日立电脑是:HPCFAC,HPCUSE;海天,弘利:5858,伊时通电脑:5858,申达电脑:5858。
海天参数密码:一层密码5858,二层密码:4321,9595,1234,123456,700T以上:HPCFAC
谛洲电脑是:999988,二级密码是168168;输入二级就可以打开一级密码。调机密码:888899,工程密码:168168,参数密码:553194。新泻机:241650或261450。FANUC密码:000000,9999。
ENGEL的密码:00000000,11111111,22222222,进入服务页用06906788;
南嵘500型电脑:0926,700型电脑:主管密码是1487加月日就好了。佳明电脑:1688。
好景电脑:0000,调模密码其实不用,按面板上的“记忆”键。
长新电脑:753159,168899。另有:任意四位数+(小时+位+1)+(分+位+1)+任意四位数
日精机:222,7777;住友机密码:0434201474, 7777。友和电脑:1688,5858。
特佳电脑密码:1688,3297。华大电脑:9595,一级密码:0697,四级密码:2010,
东洋万能码:9422345,金丰电脑:70648415。LS密码159753或083191;
新添吉QC是WER-MRN-52813458间隔号不能错,台湾冠品密码:2233,万能密码是:WIN-MRN-52813458
世纪狐电脑:002,004,006,贝加莱电脑:一级是:0769,二级是2417755。
发那科密码:00000或11111。DAMEG密码:000000000,
西门子电脑:1111,2222;TMC机西门子电脑:533426。格兰电脑:6092,
力劲电脑一级密码:888899,二级密码:168168,三级密码:553194,
义展电脑维修码:8279,生管码:8032。东华二板机二级密码:2417755,
日钢:5517822 /5000/ 3002为几代机型密码。东洋9422345 新泻:241650 /261450。
夏米尔数控线割(慢丝)系统密码:CHARMILLES
台湾巨通万能密码是:839397 晶华电脑:8032
注塑机富士电脑资料重置
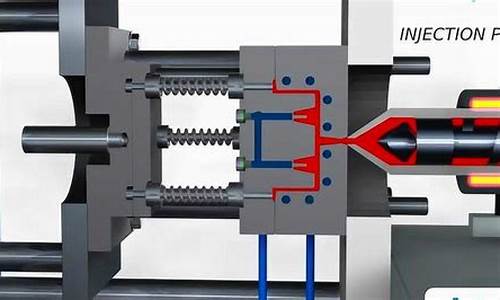
背压阀一般靠近注塑装置油制板处。
这主要取决于反压阀的类型,由于系统有多种控制方式可以形成背压,不同的控制阀调节方式也不同,只有使用直接作用的比例安全阀时,才能有效地设置计算机屏幕上的反压力,手动的反压力类型可以通过简单地旋转手柄来调节。
背压阀由内置弹簧的弹性力操作:当系统压力小于设定压力时,膜片在弹簧弹性力的作用下堵住管路,当系统压力高于设定压力时,膜片压缩弹簧,管道连接,液体通过背压阀,背压阀在结构上与止回阀相似,但开启压力大于止回阀,在0.2~1.6mpa之间。
扩展资料:
注意事项:
1.安装时应避免与系统发生共振,否则会对背压阀的工作产生严重影响,并有可能损坏背压阀的危险。
2.与脉动阻尼器配合使用时,脉动阻尼器应安装在泵与背压阀之间,吸收泵与背压阀之间的峰值流量。降低背压阀的磨损速度。
3.户外使用应增加防护棚或防护罩。
4.在对背压阀进行维护前,应先停车泄压,并关闭背压阀与系统连接的阀门,同时确保脉动阻尼器没有压力。保养期间要小心,防止体液的输送对身体造成伤害。
5.反压阀是定向的,如果背压阀的进、出口连接到另一侧,背压会成倍增加,对系统造成危害,可能造成危险。
珊星注塑机电脑进入系统设置
注塑机富士电脑资料重置:
注射机每次开机电脑数据都要重新设置是什么原因?那是你在设置之后没有保存,你如果保存之后每次开机它就会按照你设置的数字去去工作的。
他没有保存数据的功能,所以每次开机都要调的,如果现在先进的,它可以保存数据,开机的时候重启就可以了。
开机按DEL进BIOS,选择:STANDARD CMOS FEATURES DRIVE A : 设置为 None DRIVEB : 设置为 None 按F10 保存,输入“Y”回车即可。
2、内存有问题 或者CPU频率被更改,更换内存、恢复BIOS默认值即可。
3、原来挂了两个硬盘,在BIOS中设置成了双硬盘,后来拿掉其中一个的时候却忘记将BIOS设置改回来,也会出现这个问题。 只要恢复BIOS默认值即可。
4、如果上述设置后无效,可能是 COMS 电池没有电了,打开主机,抠下纽扣式COMS电池,更换新电池即可。
5、恢复BIOS默认值的方法: 开机或者重启电脑按住DEL键,进入BIOS; 找到 Load Fail-Safe Defaults ,按方向键选中后回车,提示是否确定,按Y,回车。 最后选择Save&exit step(保存设置),直接按F10也可以,按Y回车自动重起,设置生效。
调注塑机日期时间的设置在系统菜单待机界面按0(输入密码1234)之后,界面的最下方就是设置时间就可以了。
在时间设定界面,输入产品生产各个环节所所需要的时间就可以了。在保证产品品质的前提下,周期时间越短,效率越高。
1、射胶时间的调节
一般情况,射胶时间越长,产品越饱和。但我们在讲求质量同时,也须考虑产能的提升。故在设置射胶时间,要考虑模具、用料刚度等因素,原则上,尽量在合乎质量要求时缩短射胶时间。
2、熔胶时间的调节
依据比冷却时间短的原则调节熔胶时间。溶胶的快慢与环境温度、背压快慢等有一定的关系。
3、冷却时间的调节
冷却时间直接影响注塑产品成型周期。冷却时间越短,成型时间就越短,成型产能就越高。故在设定高压冷却时间时,只要能保证到产品成型顺利,不会直接影响到变形等问题,调节的冷却时间越短越好。
4、顶出时间调节
顶出时间须与机械手紧密配合。全自动生产时,使用机械手顶出停留时间一般调节为1.5-2秒;半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应调节为5秒左右。当然,注塑成型的产品不同,时间调节时要根据产品来做具体设置。
5、低压保护时间
注塑机防呆装置是安全操作的一个重要组成部分,防呆装置使用时,会降低注塑机的效率。配合好模具低压位置和低压压力的调整,低压保护的时间应取1-3秒,保护时间越短,可能造成的危害则越小。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。