绕线机电脑系统-绕线机程序
1.如何设置调试自动绕线机
2.绕线机有什么特点?
3.PCU口28电脑绕线机怎样调绕线方向
4.cnc绕线机转速太松
如何设置调试自动绕线机

1、试运行的过程,必须由型熟练的操作者来开机试运行。
2、试运行前,要检查各联接处,安装处的紧固情况,各润滑点,密封处的情况,加热烘干机构的状况。
3、检查传动带和丝杆是否正常,各电机带动的执行机构是否位置正常。
4、可用手慢慢推行或转动轮带,使其复位为正常.在各部件保障正常后,才可以试运行。
5、开机前,打开电源开关,电脑电源开关。首先,在人机界面上找到电机启动位,启动电机,再按下复位按钮,就可以在机台右侧按下启动按钮,设备就运转。
6、按下停止按钮,设备就停止运转.复位按钮是用来使各执行件恢复到原始位置用的。
7、如果在中途出现状况,可在在人机界面板右侧,有电源开关,电脑电源开关,按下电源开关按钮切断电源,或者按下急停按钮。
绕线机有什么特点?
常用绕线机绕制的线多为漆包铜线(绕制电子、电器产品的电感线圈),漆包铝线,纺织线(绕制纺织机用的纱绽、线团),还有绕制电热器具用的电热线以及焊锡线,电线,电缆等。
绕线机的种类繁多,按其用途分类,可分为通用型和专用型;
通用型--适用于多种产品的绕线机,只要更换相应的模具和指令就能对应不同产品的加工。
专用型--针对某一特定产品的绕线机。
常见的专用绕线机有;
方形变压器
1、方形变压器专用--(细线专用机,粗线专用机)
2、环形变压器专用--(大环机,中环机,小环机)
3、其它型式变压器专用
电动机线圈
1、风扇电机专用机(座扇,吊扇,转页扇)。
2、玩具微型电机专用机;(飞叉式,专用绕头式)。
3、串激式转子线圈专用机(电动工具)。
4、分马力电机,及大马力电机专用机。
电感线圈
1、中周及色码电感专用机。
2、小磁环电感线圈专用机。
3、音箱分频线圈专用机4、日光灯(电子节能灯)镇流器专用机。
其它喇叭音圈
1、喇叭音圈专用机。
2、电热管专用机。
3、绝缘胶带包带机。
4、纺织纱绽专用机。
绕线机按自动化程度又可分为简易型、半自动型、全自动型。电子控制方式有数控式微电脑单片机及IBM电脑控制。按安装方式分类为桌面式和落地式机。
按照自动化程度可分为:全自动绕线机和半自动绕线机。
分类编辑
全自动型
以日本为先驱,应对不断上涨的劳动力和产品质量的高要求而出现的机种。能够通过电机、电动元件、气动元件、传动装置、传感器、控制系统等组合成一台具有高自动化程度的设备。通常可以自动排线、缠头、断夹线、捻线、上下料。操作工只需要保证原料的充足,在没有工件或铜线时及时跟换即可保证连续生产,通常轴数较高,以实现高效率生产。自动化程度足够高的机器可以满足一名员工同时看管多台设备的要求。
优点:操作工无需培训直接上岗,生产效率高,产品质量均匀,可长时间无间断工作。
缺点:价格比半自动设备高,需要时间才能收回成本产生效益,需要专门配备技术员保证设备的运行,故障的维修较繁琐,更换产品种类较难。
适合单一成熟产品的大批量生产。
半自动型
是目前国内使用最广泛的绕线机,仅能够实现自动排线,剩下所有操作需操作工完成。通常轴数较少,以配合操作工的操作时间,方便更换不同模具来生产不同产品。
优点:价格便宜,一些机械无法完成的工艺可以由人工完成,设备出现偏差可以由操作工调节补偿,更换产品方便。
缺点:需要配备的人工较多,员工需要一定培训,受操作工的操作熟练度限制。
适合低成本生产、新产品生产、多种类少批量生产。
按照绕线方式可分为:平绕机、环型绕线机、飞叉绕线机、三维绕线机。
平线机
由主轴旋转,配合三维通过空间移动定位,使线材在一工件外层以螺旋线排列的绕线机。通常用于加工大多数变压器、电感和各类线圈。是目前使用最广泛的绕线机。
环型
通过主轴(储线轮)旋转,配合辅轮动作,使线材在一空心圆形、空心方形或其他类似工件上以螺旋线环型排列的绕线机。通常用于加工环型线圈。
飞叉型
通过侧边电机带动飞叉进行绕线的绕线机。通常用于十字仪表线圈和转子的绕线加工。
三维型
为了适应特别产品的特殊绕线模式而产生的绕线机。通常用于定子和特殊产品的绕线加工。
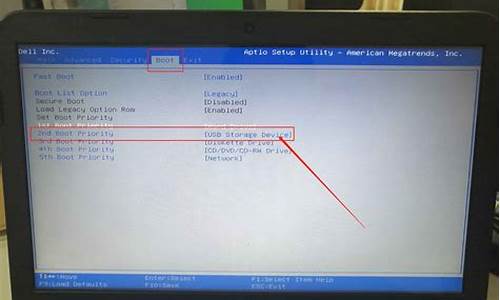
PCU口28电脑绕线机怎样调绕线方向
1.熟悉设备功能和绕线工艺 当购买了绕线机以后首先需要通电空载试运行,这个过程首先是检验绕线机的运转是否平稳、是否有异常噪音,作为调试人员在过程中应该对照绕线机说明书逐个的检查每个功能是否有效,也是熟悉设备的一个过程,初步熟悉设备功能后要根据自身产品的绕线工艺找出相对应的设备功能,结合工艺查看设备的功能是否跟绕线要求相吻合...
2.设备附件的设定和数据测定 调试人员熟悉了设备功能和参数后,还需要对绕线机的张力调节和绕线模具的数据进行测定,一般情况下绕线使用的线径越大张力也就需要越大,不同厂家的设备张力调节范围都有所差异,使用铝线和铜线所需要的张力也是不同的,同样线径的铝线所需要的张力比铜线要小,张力调节过大会导致实际绕在模具上的线径变小,如果是细...
3.常见功能使用介绍 自动绕线机一般常见的功能有圈数预设.
cnc绕线机转速太松
cnc绕线机转速太松调速的方法:
1、把绕制线圈之骨架装在绕线夹头上2、输入具体参数:(开机复位后,按设定键)1) 圈子数设定2) 所绕线径3) 排线宽度4) 起绕点为骨架内壁任意一端,靠机台的一端为前端,外面一端为后端3、校准起绕点和排线宽度将漆包线从绕线导轮上拉出靠近骨架的前端或后端内壁→键或←键移动排线架,当拉直的漆包线,完全平行贴紧骨架的内壁时,记住该值计算出排线宽度,并把起绕点和宽度存入骨架参数中.4、调多头机时排线架上每个绕头都配有微调具体操作是:先将微调固定螺丝检录动一点,物柄能将轴芯移动就行,不要过松,调校同前面一样。(在第一个绕头用电脑校准以后调校其它绕头时不能修改电脑参数)5、在新绕制线圈时先设定层绕,如绕线时排列稀疏时则线径输入过大.密而有叠超的现象是线径输入过小。绕线时一端未满则线径输入过大排线宽度不准,而绕满后多至第二层,则是线径输过小.需将线径与排线宽度量准确后重新输入。6、骨架与排线器之间的出线距离不宜太远.骨架与排线器之间的高度要适当.排线器出线的涨力器的大小对绕线质量也有影响。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。